




図面では表現できない細部にまで気を配った製作で、
お客様に満足していただける品をお届けしています。
-
設計者様の見落とし・勘違い・図面不備への確認やフォロー
これまで培ってきたノウハウで、設計のご担当者様など、人によって起こる不備やミス、勘違いをカバーします。またコスト面など製缶板金屋として適切なアドバイスもさせていただきます。
-
必要部材の標準在庫により迅速に製作開始
SPHC(酸洗材)は、1.6t,2.3t,3.2t,4.5t,6.0tの3"×8",4"×8",5"×10"を、アングル5×40×40,6×50×50,チャンネル5×50×100は、11mで標準在庫として保有していますのですぐに製作に掛かれます。
-
フラットを重視した鋼板の調達
コイルセンターとのお付き合いを重要視しています。配電盤の扉など大型板金を製作する上ではフラットな鋼板の調達が重要です。もし、調達が悪いと歪みのある製品が出来てしまうためです。
-
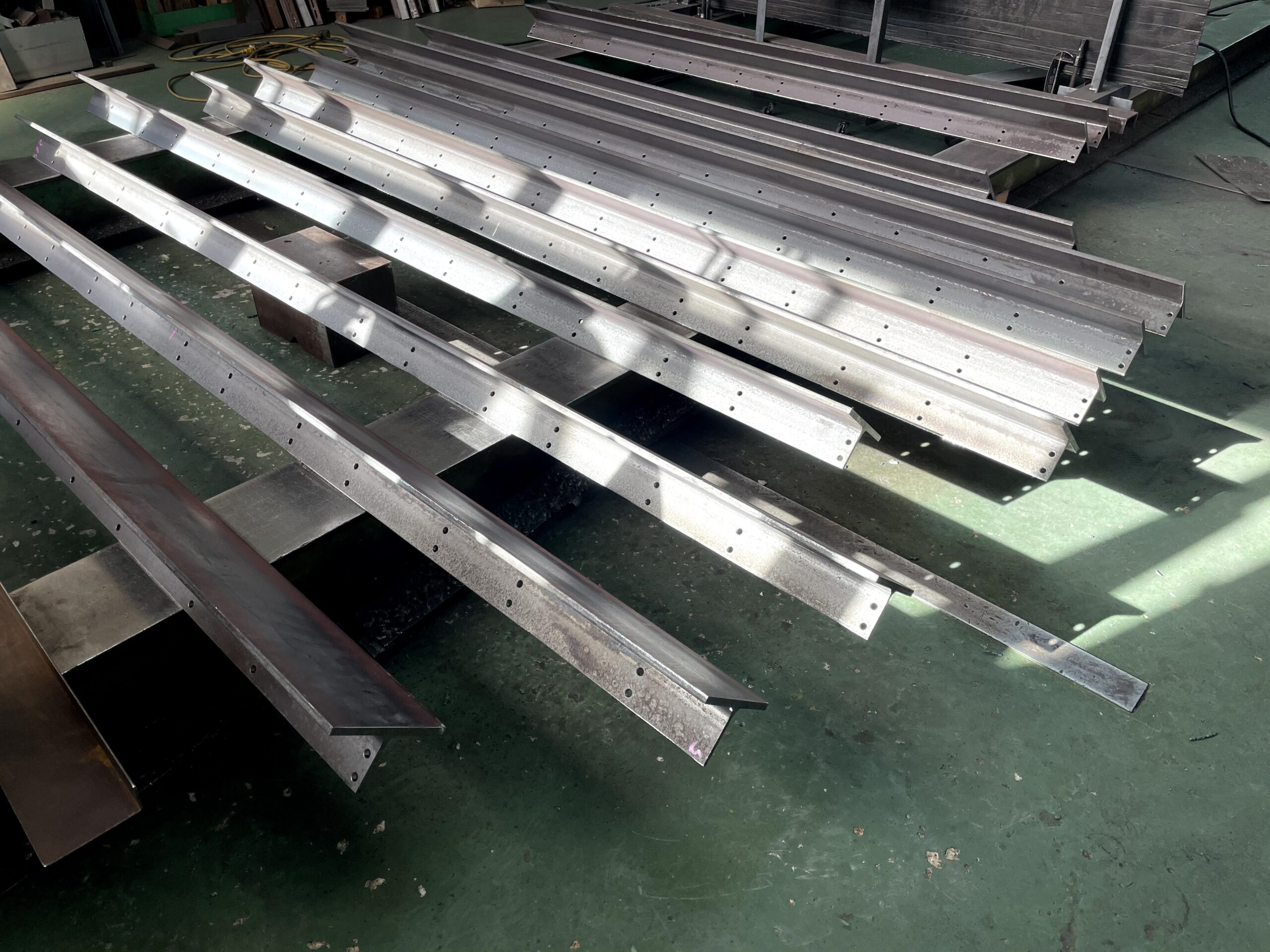
形鋼材の角度や寸法、黒皮の肌質など品質にこだわった調達
山形鋼、溝形鋼は、フレームやベース、架台の製作時に角度や寸法が重要になります。品質にこだわり、時々で見直ししています。
-
配電盤製作に合わせた金型や機械設備
シャーリング、ターレットパンチプレス、ブレーキプレス、アイアンワーカーを保有。また金型も配電盤製作にあった設定がそろっています。
-
5"×10"サイズまで対応した大型の機械設備
シャーリング、ターレットパンチプレスは5"×10"サイズ、ブレーキプレスは3mまで対応しています。
-
部材に合わせた溶接
半自動溶接機は25台、TIG溶接機は3台、そのほかにアーク溶接機、スポット溶接機、スタッド溶接機にて対応しています。
-
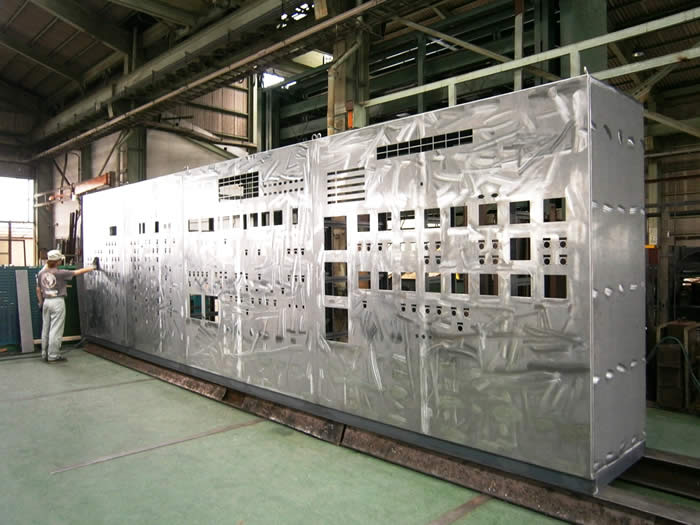
扉など目に付く箇所の平滑なサンダー仕上げ
配電盤の顔である扉は特に丁寧なサンダー仕上げを行います。傷があってはいけないので全面にペーパーを当てて仕上げを行っています。
-
対角や幅など重視する寸法精度
±1mmから、サイズやお客様のご要望の精度に合わせて製作します。
-
列盤を連結した際の全長への影響
1面だけで考えるのではなく、列盤となったときにどのポイントを押さえれば全長がしっかりと精度が出るかを考えて製作しています。
-
組み合わせる架台・ベース・本体・ダクトとの寸法の兼ね合い
上に載る配電盤と下に置かれる架台・ベースが組み合わさるときにどう見えてくるか。また連結した際にはどうあるべきかを考えて製作します。当然、上部に載るダクトなどとの兼ね合いも考えて製作しています。
-
筐体と扉など機構部分の嵌合(かんごう)
1点物は、一つずつ現物合わせにて嵌合を見ます。同じものを数台作るときには、治具を作って全ての嵌合を合わせています。
-
強度不足への提案
これまでの経験から強度不足の提言をさせていただきます。様々な業種業界とのお付き合いからの経験を生かしています。

有資格者一覧
QualifiedPersonnel
-
基本級 SA-2F 下向 炭素鋼板/中板 板の突合せ 溶接 V形(レ形も可) あり
1名
-
安全衛生法第59条によるアーク溶接講習修了証
12名
-
ガス溶接技能講習修了証
3名
-
振動・粉塵に関する特別教育修了証
1名
-
労働安全衛生規則第36条第1号に基づく研削砥石に関する特別教育修了証
5名
-
酸欠に関する特別教育修了証
1名
-
プレス機械作業主任者技能講習修了証
2名
-
労働安全衛生規則第36条第2号に基づく動力プレス機械の金型の取付け等業務に関する特別教育修了証
3名
-
労働安全衛生法による特別教育修了証(クレーン運転業務)
9名
-
労働安全衛生法による特別教育修了証(玉掛け運転業務)
9名
-
フォークリフト運転技能講習修了証
9名
-
高所作業に関する特別教育修了証
1名
-
感電防止特別教育修了証
1名
-
第二種電気工事士
1名